Կայքի բաժիններ
Խմբագրի ընտրությունը.
- մայիսի առաջարկվող ցուցակները
- Mai cafe 801. Ֆիզիկա. MAI ֆայլի արխիվ: StudFiles. Կարդացված առարկաների ցանկը
- Ազգային հետազոտական համալսարաններ
- Բժշկական համալսարանում նպատակային ուսուցման համար հայտի նմուշ
- Տարօրինակ բաներ մեր տիեզերքից
- Ցողունային բջիջների երիտասարդացում. հետևանքներ
- ԴՆԹ և սպիտակուցային կոդի համակարգ
- (Սամարսկայա Լուկայի բրածոները)
- Անգլերեն զրոյից. ինչպես հաջողությամբ սկսել սովորել
- Երեխաներն իրենք են պատրաստում. պարզ նկարազարդ բաղադրատոմսեր
Գովազդ
| Որակյալ աշխատանքի համար եռակցման երկաթի ծայրը պատշաճ կերպով հարդարելու գործընթացը: Ինչպե՞ս թիթեղել զոդման երկաթի ծայրը, որպեսզի այն ճիշտ զոդվի: Ինչպես թիթեղել պողպատե զոդման երկաթի ծայրը |
|
Գործող զոդման երկաթի ծայրը կանոնավոր սպասարկում է պահանջում: Հակառակ դեպքում, զոդումը դադարում է կպչել դրան, և զոդումը վերածվում է ցավոտ ընթացակարգի։ Նոր էլեկտրական զոդման երկաթը հագեցած է մաքուր, չթաքցված ծայրով: Նիկրոմի ջեռուցման տարրով զոդման արդուկների համար դա սեպ սրած պղնձե ձող է։ Սա հարմար է լարերը միմյանց և էլեկտրական սարքերի տերմինալներին միացնելու համար: Փոքր մասերի զոդման համար հայտնի է ծայրը կոնով սրելը, ինչը թույլ է տալիս չբռնել տպագիր տպատախտակհարևան տարրեր.
Էլեկտրական զոդման երկաթի խնամք նիկրոմի ջեռուցիչովԶոդման երկաթի մեջ ծայրի տեղադրումը կախված է դրա դիզայնից: Առաջին դեպքում այն պահվում է մարմնի մեջ մի փոքր հարթեցված մասով և փոքր ջանքերով տեղադրվում և հանվում է դրանից։ Երկրորդում այն պտուտակով ամրացվում է զոդման երկաթի մարմնին։ Այս մեթոդը նախընտրելի է։ Ամրակման երկու մեթոդներն էլ ունեն առանձնահատկություններ, որոնք ազդում են զոդման երկաթի ծայրի խնամքի մեթոդների վրա: Զոդման երկաթը երկար ժամանակ օգտագործելիս դրա ներքին մասի պատերի և ծայրի միջև թեփուկներ են գոյանում, ինչը խաթարում է ջերմության փոխանցումը։ Եթե այն ճիշտ ժամանակին չհեռացվի, ապա անհնար կլինի ապամոնտաժել այս միավորը առանց կոտրելու: Ծայրամասը պարբերաբար հանվում է, ներքին մակերեսը մաքրվում է նուրբ հղկաթուղթով և տեղադրվում հետին։ Պտուտակով ամրացնելիս դա ավելի հեշտ է անել, միայն պտուտակն երբեմն պետք է ամբողջությամբ արձակել և նորից պտտել: Հակառակ դեպքում առանց կոտրելու հնարավոր չի լինի տեղից տեղափոխել։ Ուղղակի ծայրը մարմնի մեջ ամրացնելիս պետք է ուժով դուրս քաշել այն։ Երբեմն այս գաղափարից ոչինչ չի բխում, և ցանկացած գնով ձեր նպատակին հասնելու փորձերը հանգեցնում են զոդման երկաթի խզման: Հետևաբար, որքան հաճախ հանեք ծայրը զոդման երկաթից և մաքրեք այն, այնքան երկար կգործի դրանց անջատվող կապը։
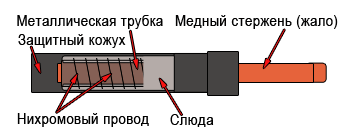
Մեկ այլ խնդիր, որն առաջանում է ծայրը հեռացնելիս, նույնպես հանգեցնում է զոդման երկաթի ձախողման: Փաստն այն է, որ ջեռուցման տարրը փաթաթված է նիկրոմի մետաղալարով միկանիտի խողովակի վրա: Ծայրիկը տեղադրվում է այս խողովակի ներսում հնարավորինս փոքր բացվածքով, որպեսզի ապահովի առավելագույն ջերմային փոխանցումը: Եթե շահագործման ընթացքում ձևավորված ածխածնի նստվածքները սերտորեն փակել են այս մասերը, ապա ապամոնտաժումը կհանգեցնի միկանիտի մեկուսացման խզմանը և ոլորուն մի մասի շրջադարձերի կարճ միացմանը: Դժվար է դա նկատել, և հետագա շահագործման դեպքում, ոլորուն դիմադրության նվազման պատճառով, կմեծանա եռակցման երկաթի կողմից սպառվող հոսանքը, նիկրոմի գերտաքացումն ու այրումը: Հետևաբար, եթե ծայրը երկար ժամանակ չեք հանել զոդման երկաթից կամ այն դիմադրում է, երբ հանվում է, ավելի լավ է ամեն ինչ թողնել այնպես, ինչպես կա:
Պարզ տեղադրման ժամանակ եռակցման երկաթի ներսում տեղադրված ծայրի մասի չափը սահմանափակվում է ամրացնող ելուստներով։ Այս նպատակով պատյանի վրա պտուտակ օգտագործելիս տեղադրման խորությունը պետք է ճիշտ սահմանվի: Եթե ծայրը շատ խորն է, ջեռուցման տարածքը մեծանում է, և ջերմության փոխանցումը նվազում է, քանի որ դրա ավելի փոքր մասը կլինի դրսում: Արդյունքում այն ավելի արագ կվառվի։ Բացի այդ, կոլոլակը կամ ճարպը զոդման ժամանակ կվառվեն՝ նախքան ճիշտ տեղում հայտնվելը: Մեկ այլ անսարքություն, որը բնորոշ է նիկրոմի ջեռուցիչով էլեկտրական զոդման երկաթին, մարմնի և ջեռուցման տարրի միջև մեկուսացման խախտումն է: Սովորաբար վնասը տեղի է ունենում ոլորման սկզբում կամ վերջում, այսինքն, ավելի մոտ է խրոցակի տերմինալներից մեկին: Զոդման երկաթի մարմնի վրա «փուլի» առկայությունը կախված է վարդակից նրա դիրքից: Դուք կարող եք որոշել վնասի առկայությունը, օգտագործելով մեկ բևեռ լարման ցուցիչ: Դա անելու համար հարկավոր է այն դիպչել աշխատող զոդման երկաթի մարմնին, ապա պտտել վարդակից վարդակից և կրկնել փորձարկումը: Եթե ցուցիչը հայտնաբերում է «փուլի» առկայությունը, ապա զոդման երկաթը պետք է անմիջապես դեն նետվի: Դուք կարող եք ստուգել մեկուսացման վիճակը թեստերի կամ մուլտիմետրի միջոցով՝ չափելով դիմադրությունը պատյանի և խրոցակի ցանկացած տերմինալի միջև: Կարճ միացումը ոչ մի կերպ չի ազդում աշխատանքի վրա, բայց եթե աշխատողը ծայրով և ձեռքով միաժամանակ դիպչում է մետաղական առարկաներին, ստանում է էլեկտրական ցնցում։ Բացի այդ, դա կարող է հանգեցնել էլեկտրոնային բաղադրիչների խափանումների: Դրանք զոդելիս սարքի բոլոր կիսահաղորդչային տարրերը կարող են վնասվել։ Երբ ծայրը դիպչում է հողակցված մետաղական առարկաներին, զոդման երկաթն ինքնին ձախողվում է, քանի որ դրա ներսում կարճ միացում է առաջանում: Եթե զոդման երկաթը սնուցվում է աստիճանական տրանսֆորմատորով, ապա դրա մեկուսացման վնասը չի ազդում էլեկտրական անվտանգության վրա: Խորհուրդ չի տրվում երկար ժամանակ միացված թողնել էլեկտրական զոդման երկաթը՝ առանց որևէ աշխատանք կատարելու, քանի որ դա այրելու է ծայրը։ Եթե հաճախ առաջանում են իրավիճակներ, երբ դուք պետք է դադարեցնեք աշխատանքը, այնուհետև արագ վերսկսեք այն, կարող եք մի փոքրիկ սարք հավաքել անջատիչով և դիոդով: Եթե անհրաժեշտ է զոդման երկաթը մի որոշ ժամանակ «տաք սպասման» մեջ դնել, ապա դրան հոսանք է մատակարարվում դիոդի միջոցով՝ անջատիչի միջոցով, և այն սկսում է աշխատել հզորության կեսով։ Սարքը հարմար է տեղադրել երկարացման լարերի պատյանում, որն ունի ստանդարտ անջատիչ: Այս դեպքում դուք կարող եք մի վարդակից դարձնել անջատելի, իսկ մնացածն օգտագործել ձեր հայեցողությամբ, օրինակ՝ վերանորոգվող սարքավորումները, օսցիլոսկոպը կամ այլը միացնելու համար։ չափիչ գործիքներ. Զոդման երկաթի վարդակը կարող է նշվել մարկերով կամ այլ մատչելի մեթոդներով: Երբեմն կանգառի վրա տեղադրվում է սահմանային անջատիչ՝ դիոդի միջոցով էլեկտրամատակարարումը միացնելով դրա վրա դրված զոդման երկաթին։ Այս մեթոդը մի թերություն ունի՝ ամեն անգամ, երբ զոդման երկաթը կանգնակից վերցնում եք, պետք է սպասեք, որ այն տաքանա մինչև անհրաժեշտ ջերմաստիճանը։ Սա զգալիորեն դանդաղեցնում է զոդման գործընթացը:
Կարող եք նաև օգտագործել զոդման երկաթի հզորության կարգավորիչը: Դուք կարող եք գնել այն կամ ինքներդ պատրաստել: Բայց որոշ դեպքերում (օրինակ, միացման տուփերում լարերը զոդելու համար) այս սարքը կլինի ավելորդ: Էլեկտրոնային բաղադրիչների հետ աշխատելու համար ծայրի ջերմաստիճանը կարգավորելը մեծ արժեք ունի, ուստի ավելի լավ է այդ նպատակների համար օգտագործել կերամիկական զոդման արդուկներ կամ զոդման կայաններ, որոնք ունեն ծայրի ջերմաստիճանի կարգավորում և կայունացում, այլ ոչ թե պարզապես փոխելով սպառվող հզորությունը: զոդման երկաթը.
Զոդման երկաթ Atten SS-50 ջերմաստիճանի կարգավորիչով Ինչպես ճիշտ թիթեղել պղնձե ծայրը զոդման երկաթի վրաՕգտագործելուց առաջ ծայրը պետք է պահածոյացված լինի: Հակառակ դեպքում զոդումը դրան չի կպչի, և զոդումն անհնարին կդառնա։ Եկեք նայենք զոդման երկաթի ծայրը պատշաճ կերպով երեսպատելու եղանակներին: Այս գործընթացի համար ձեզ հարկավոր է.
Նոր ծայրի աշխատանքային մակերեսը մաքրում ենք բլոկի վրա դրված հղկաթղթով, մինչև այն փայլի։ Եթե ծայրը գործածվել է, դրա մակերեսը անհարթ է և փոսերով փոսեր, ապա մինչև երեսպատումը այն պետք է հարթեցվի թիթեղով: Ավելի լավ է դա անել՝ հանելով այն զոդման երկաթից և պահելով այն վիրագի մեջ։ Եթե, վերը նկարագրված պատճառներով, հուշում ապամոնտաժելը անհնար է, ապա դուք կարող եք անել առանց դրա: Ենթադրվում է, որ ավելի լավ է զոդման համար հարթություն ձևավորել ոչ թե ֆայլով, այլ դարբնելով, ծայրի ծայրը աստիճանաբար հարթեցնելով մուրճով։ Այս գործընթացը ավելի աշխատատար է և պահանջում է որոշակի հմտություններ, սակայն արդյունքում զոդումը ավելի քիչ է լվանում դրանց ծայրերի պղինձը։ Նրանում ավելի դանդաղ կստեղծվեն փոսեր, և շուտով նորից թիթեղավորում չի պահանջվի։ Այժմ մենք տեղադրում ենք ծայրը տեղում և միացնում ենք զոդման երկաթը: Միաժամանակ մենք պարբերաբար վերահսկում ենք տաքացումը՝ հպվելով ռոսինին։ Հենց որ այն սկսի հալվել, ծածկել ամբողջը աշխատանքային մակերես. Ռոսինը այրելու գործընթացում մենք պարբերաբար կրկնում ենք գործընթացը՝ սպասելով այն պահին, երբ ջերմաստիճանը կբավականացնի զոդումը հալեցնելու համար։ Հենց դա տեղի ունենա, ծայրի ամբողջ աշխատանքային մակերեսը ծածկեք զոդով և թափահարեք ավելցուկը: Մակերեւույթը պետք է ամբողջությամբ երեսպատված լինի։ Եթե կան բացեր կամ ծայրը թիթեղապատված չէ, նշանակում է, որ օքսիդը վատ է հեռացվել։ Զոդման երկաթը չհովացնելու և մակերեսը նորից չմաքրելու համար մի փոքր հնարք ենք օգտագործում։ Բլոկի վրա հղկաթուղթ դրեք, վրան էլ մի կտոր ռոսին: Զոդման արդյունով հալեցնում ենք և ծայրի աշխատանքային մակերեսը մաքրում ենք հղկաթուղթով ռոսինով։ Պարբերաբար ավելացրեք զոդ: Այս մեթոդը հարմար է նաև աշխատանքային մակերեսը արագ վերականգնելու համար։ Հենց դրա վրա չմշակված տարածքներ հայտնվեն, խորհուրդ է տրվում իրավիճակը շտկել հղկաթուղթով և ռոսինով։ Դա ավելի լավ կլինի, քան հետագայում մակերեսը ֆայլով հարթեցնելը: Ինչպես թիթեղել չայրվող խայթոցըՍովորական պղնձե ծայրը ունի թերություններ. այն աստիճանաբար մարում է, ինչը պահանջում է վերը նշված մաքրման ընթացակարգերի հաճախակի կրկնություն: Անհնար է դրանից հեռացնել ամբողջ զոդումը, որն անհրաժեշտ է որոշ միկրոսխեմաների պատյանները զոդելու համար։ Չայրվող ծայրերը, որոնց մակերեսը պատված է նիկելի շերտով, չունեն այդ թերությունները: Բայց նրանք հատուկ խնամքի կարիք ունեն։ Ծածկույթի շերտը բարակ է և չի կարող քերծվել: Հետևաբար, նիկելապատ ծայրերը չեն կարող մաքրվել թիթեղով, ասեղով կամ նույնիսկ հղկաթուղթով: Դուք նույնիսկ չեք կարող զոդը թափ տալ դրանց վրայից՝ հարվածելով դրանք զոդման երկաթի տակդիրին: Եթե ծածկույթի շերտը վնասված է, ապա դրա տակից պղինձը կլվանա, իսկ ծայրը կդառնա անօգտագործելի։ Հետևաբար, պղնձի պես թիթեղելը չի աշխատի։ Հրակայուն ծայրը թիթեղապատելու համար ձեզ հարկավոր է.
Գործվածքը պետք է առատորեն թրջել ջրի մեջ և քամել, իսկ մի փոքրիկ զոդի կտոր պետք է գցել ռոսինի տարայի մեջ։ Տաքացրեք զոդման երկաթը, այնուհետև եռանդորեն քսեք դրա ծայրը թաց կտորի վրա՝ հեռացնելով օքսիդները: Այնուհետև այն արագորեն թաթախեք ռոսինի մեջ՝ հալեցնելով դրա մեջ մի կտոր զոդում։ Խայթոցը պահածոյացվում է կաղապարով, որը լուծում է մնացած օքսիդները: Դրանից հետո դուք պետք է սրբեք այն նույն կտորի վրա, որը օգտագործվել է սկզբում: Գործողության ընթացքում չայրվող ծայրերը մաքրելու համար օգտագործվում են հատուկ ցելյուլոզային սպունգեր, որոնք վաճառվում են էլեկտրոնիկայի խանութներում։ Օգտագործելուց առաջ սպունգը պետք է թրջել ջրի մեջ՝ քամելով ավելցուկը։ Ավելի լավ է օգտագործել գլիցերին, բայց այն չի չորանա։ Աշխատելիս պետք է պարբերաբար սրբել զոդման երկաթի ծայրը սպունգի վրա՝ հեռացնելով օքսիդները և ավելորդ զոդումը: Այդ նպատակների համար կարող եք օգտագործել նաև մետաղական սպունգ (բաստ)՝ պատրաստված արույրից կամ պղնձից։ Վաճառվում է նաև ռադիո սիրողական խանութներում։ Սպասք լվանալու սպունգ՝ պատրաստված չժանգոտվող պողպատ, բայց միայն փափուկ՝ խայթոցը չքորելու համար։ Բայց այս բոլոր մեթոդները չեն կարող օգնել, եթե չայրվող ծայրով զոդող երկաթը գերտաքանա: Նրա ջերմաստիճանը չպետք է գերազանցի 300 ˚С: Հետեւաբար, դրանք պետք է օգտագործվեն միայն եռակցման արդուկներում, որոնք ունեն ջերմաստիճանի հսկողություն կայունացմամբ: Էլեկտրաէներգիայի կարգավորիչները այստեղ չեն օգնի, քանի որ դժվար է ընտրել դրա աշխատանքային ռեժիմը: Ջերմաստիճանը, կախված զոդման ինտենսիվությունից, անընդհատ փոխվում է, երբ զոդման երկաթը կանգնում է պարապուրդի վրա, այն առավելագույնն է, երբ հալվում է. Ցանցի լարումը նույնպես կարող է փոխվել և ազդել ջերմաստիճանի վրա: Կերամիկական զոդման սարքերում և զոդման կայաններում ճշգրտումը կազմակերպվում է զոդման երկաթի մեջ ներկառուցված սենսորի միջոցով: Սկզբնական ջերմաստիճանը սահմանում է օգտատերը, և կառավարող սարքը այն պահպանում է առանց նրա մասնակցության։ Խորհուրդ չի տրվում նաև տաքացվող, չայրվող ծայրը երկար պահել առանց զոդման։ Կերամիկական զոդման արդուկների և զոդման կայանների համար նախատեսված չայրվող ծայրերի մեկ այլ առավելությունն այն է, որ դրանք շարժական են և հեշտ փոխվող: Արտադրողները արտադրում են տարբեր ձևերի և չափերի շեղբերների լայն տեսականի, որոնք նախատեսված են կատարման համար տարբեր տեսակներաշխատանքները Նիկրոմի ջեռուցիչով զոդող արդուկների սեփականատերերը պետք է հնարքների դիմեն, որպեսզի դրանք համընդհանուր դարձնեն. պղնձե մետաղալար. Սա զոդման գործընթացն ավելի հարմար չի դարձնում, այլ հակառակը: Եվ եթե հիշում եք, որ նման զոդման երկաթի ծայրը փոխելը երբեմն այնքան էլ հեշտ չէ, ապա դուք պետք է ամբողջությամբ մոռանաք դրա համար ջեռուցման մակերեսների տարբեր ձևերի օգտագործման մասին: Էլեկտրական զոդման արդուկների առավելություններն ու թերություններըԿերամիկական զոդման երկաթները կոմպակտ են և տնտեսական: Նրանց ջեռուցման տարրը կառուցված է ծայրի ներսում և ապահովում է դրա արագ տաքացումը: Բայց այս ջեռուցման տարրերը չեն կարող դիմակայել ջերմաստիճանի հանկարծակի փոփոխություններին, ուստի ավելի լավ է դրանք հանկարծակի չհովացնել: Բացի այդ, մի օգտագործեք խորհուրդներ, որոնց համար դրանք նախատեսված չեն. փոխել ջերմաստիճանի ռեժիմշահագործումն ակնթարթորեն կվնասի ջեռուցման տարրը: Զոդման առավել բազմակողմանի գործիքը, իհարկե, զոդման կայաններն են: Դրանցում կարող եք փոխել ծայրերը և սահուն կարգավորել դրանց ջերմաստիճանը։ Նրանցից շատերը աշխատում են թերլարումըև գալվանապես մեկուսացված են էլեկտրամատակարարման ցանցից, ինչպես նաև հնարավորություն ունեն միացնել հողը զոդման երկաթին: Սա հիմնավորող ապարանջանի օգտագործման հետ մեկտեղ օգնում է կանխել ռադիոէլեկտրոնային բաղադրիչների խափանումները ստատիկ էլեկտրականությունև ցանցի միջամտությունը:
Զոդման կայանները միայն մեկ թերություն ունեն՝ դրանք սեղանի վրա ավելի շատ տեղ են զբաղեցնում, քան սովորական զոդման երկաթը, և դժվար է աշխատել դրանց հետ: դաշտային պայմանները. Հետևաբար, ընտրելով, թե որ զոդման երկաթն է ավելի լավ, պետք է կենտրոնանալ այն բանի վրա, թե ինչ եք զոդելու, որտեղ և որքան հաճախ: Իսկ զոդման երկաթի ընտրությունը կորոշի, թե որ ծայրը պետք է օգտագործեք: Շահագործման և պահպանման ընթացքում զոդման երկաթի ծայրի վրա ձևավորվում է օքսիդ շերտ: Այն խանգարում է բարձրորակ զոդմանը: Այս շերտը հեռացնելու և դրա վերակազմավորումը կանխելու համար կատարվում է թիթեղապատում, կամ պղնձի մակերեսը պատում են թիթեղի համաձուլվածքի պաշտպանիչ շերտով։ Շատ են տարբեր ձևերով tinning. Վիրահատությունից առաջ խայթոցը պետք է մանրակրկիտ մաքրվի։ Հիմնական տեղեկություններ թիթեղավորման գործընթացի մասինԹիթեղավորումը բաժանվում է սկզբնականի, կատարվում է նոր կամ երկար պահված զոդման երկաթի վրա և աշխատանքային, որը կատարվում է զոդումից անմիջապես առաջ։ Ինչպե՞ս թիթեղել զոդման երկաթի ծայրը: Սկզբում ծայրը մեխանիկորեն մաքրվում է մասշտաբներից, օքսիդային թաղանթից, խարամից և այլ աղտոտիչներից, այնուհետև պատրաստված մակերեսի վրա կիրառվում է հալած զոդի բարակ շերտ, առավել հաճախ թիթեղի վրա: Համար մեխանիկական մաքրումկիրառել՝
Պատրաստում և սպասարկումՈրքան ավելի ինտենսիվ է աշխատանքը, այնքան շուտ այրվում է զոդման երկաթի ծայրը և վերածվում թեփուկների փաթիլներով: Բարձր ջերմաստիճանի երկարատև տաքացման ժամանակ պղինձը, որից պատրաստված է ծայրը, մասամբ վերածվում է հալած թիթեղի և մասամբ քայքայում զոդված մակերեսների և կոնտակտների վրա: Առաջանում է նյութի ֆիզիկական և քիմիական էրոզիա։ Բացի այդ, ջերմության ազդեցության տակ տեղի է ունենում պղնձի օքսիդատիվ ռեակցիա մթնոլորտային թթվածնի հետ։ Մոդելների վրա, որոնք թույլ են տալիս կարգավորել ջերմաստիճանը, խորհուրդ է տրվում նվազեցնել այն, երբ զոդման ընթացքում ընդմիջումներ են լինում, կամ պարզապես այս ընթացքում անջատել զոդման երկաթը։ Սանդղակը հեռացնելու գործողությունների հաջորդականությունը.
Էլեկտրական անվտանգությունն ապահովելու համար ամեն անգամ աշխատանքը սկսելուց առաջ դուք պետք է ստուգեք ցանցի մալուխի մեկուսացումը մեխանիկական վնասների և հալման բացակայության համար: Ժամանակ առ ժամանակ նաև օգտակար է չափել մեկուսացման դիմադրության արժեքը: Չափումը կատարվում է խրոցակի կոնտակտների և ծայրի միջև: Արժեքը պետք է լինի ավելի քան 10 մՕմ: Խայթոցի առանձնահատկություններըԽայթոցը սարքի հիմնական (և միակ) աշխատանքային մասն է։ Այն ջեռուցվում է էլեկտրական տաքացուցիչով և տաքացնում է զոդը, ռոսինը (կամ այլ հոսք) և զոդման ենթակա մասերը։ Գործողության ընթացքում դրա վրա ձևավորվում է աչքի համար անտեսանելի օքսիդ թաղանթ՝ նվազեցնելով նյութի թրջելիությունը։ Տեսողականորեն այն այսպիսի տեսք ունի՝ թիթեղը կամ ռոսինը հավասարաչափ չեն տարածվում ամբողջ տարածքում, բայց մի կաթիլով հավաքվում են և հոսում ներքև։ Աշխատանքային մարմնի չափերն ու երկրաչափությունն ընտրված են այնպես, որ դրանք համապատասխանեն կատարված գործողություններին: Այսպիսով, մեծ չափերի և հաստության մասերը զոդելիս ընտրեք հզոր եռակցման երկաթ՝ հաստ ծայրով։ Միկրոշրջանային ոտքերը տեղադրելու համար, ընդհակառակը, անհրաժեշտ է հատուկ սարք ցածր հզորություն, Հետ բարակ խայթոցև լավ հիմնավորում՝ ստատիկ լիցքավորման կամ գերտաքացման հետևանքով զգայուն բաղադրիչների վնասումը կանխելու համար: Ունիվերսալ զոդման երկաթը սրվում է սպաթուլայի միջոցով: Բարակ մասերը զոդում են նեղ կողմով, իսկ ավելի զանգվածը՝ սայրի հարթությամբ։ Թիթեղեք զոդման երկաթի ծայրըՅուրաքանչյուր զոդումից առաջ զոդման երկաթը պետք է նորից թիթեղապատվի: Սարքը պետք է միացված լինի և սպասեք, մինչև այն ամբողջությամբ տաքանա: Այս դեպքում աշխատանքային մարմնի պղինձը ձեռք կբերի կարմիր-նարնջագույն երանգ: Չայրվելուց խուսափելու համար նույնպես գերտաքացման կարիք չկա։ Տաքացվող եռակցման երկաթը պետք է սեղմել ռոսինի մի կտորի վրա: Ռոսինը կսկսի հալվել և ուժեղ հոտով ծուխ արձակել։ Հալվածքը պետք է հավասարապես պատված լինի ծայրին: Այնուհետև հարկավոր է հալեցնել թիթեղի մի փոքրիկ կտոր և թողնել, որ այն հարթ շերտով տարածվի մակերեսի վրա։ Ինչպես թիթեղել զոդման երկաթը պղնձի ծայրովԶոդման երկաթի երեսպատումը պարզ աշխատանք է և սովորաբար որևէ դժվարություն չի առաջացնում: Եթե ձողի մակերեսը լավ պատրաստված և մաքրված է, ապա դրա վրա լավ տեղավորվում են և՛ անագ կապարից, և՛ արծաթյա զոդերը։ Ձողի մակերեսը պետք է մաքրվի նոր մասի վիճակում: Նախ պետք է աշխատել կոպիտ հղկաթղթով, հարթեցնել մակերեսը և տալ անհրաժեշտ ձևը։ Եթե դա տեխնիկապես հնարավոր է, լավ գաղափար է մակերեսը փայլեցնել, այս կերպ այն ավելի դանդաղ կօքսիդանա: Կա ևս մեկ տեխնիկա՝ պարտադիր: Դա անելու համար ծայրը պետք է դուրս հանել ջեռուցիչից և, ինչպես դարբինը, մուրճով դարբնել կոճի վրա (կամ զանգվածային արատ): Այս կերպ սեղմված մակերեսը նույնպես շատ ավելի դանդաղ կօքսիդանա: Մեքենայից հետո ժամանակն է, որ ծայրը թիթեղավորվի: Փորձառու բաժնետերերը խորհուրդ են տալիս տարբեր մեթոդներ.
Պղնձե ծայրով զոդող երկաթը պետք է ամեն անգամ զոդելուց առաջ և միշտ առանց օգտագործման պահելուց հետո թիթեղապատվի: Ինչպես թիթեղել զոդման երկաթի ծայրը աշխատելիսԵթե ծայրը խնամքով մաքրեք և թիթեղեք, ապա կես ժամ աշխատելուց հետո, կամ նույնիսկ ավելի վաղ, դրա վրա թիթեղը այլևս չի կուտակվի։ Պղինձը կամաց-կամաց սկսեց այրվել, վրան խարամի մնացորդներ կուտակվեցին։ Զոդման երկաթը ավելի ուժեղ սեղմելը իմաստ չունի, կանգ առեք թիթեղավորման համար։ Գոյություն ունեն ծայրը թիթեղավորելու մի շարք տեխնիկա: Օգտագործելով փայտե բլոկԿոպիտ փայտե բլոկ (զուգված կամ սոճին, դրանք պարունակում են բնական խեժ, բաղադրությամբ նման է ռոսինին): Լցնել մի փոքր քանակությամբ հոսքային բաղադրություն բլոկի վրա և դնել մի փոքր կտոր զոդում: Եթե նկատում եք կեղտ, կարող եք նորից հանել և թիթեղել ծայրը փոքր ընդհատումներով: Մետաղական սպունգի մեջԱյս արագ թիթեղյա հուշման մեթոդը որոշակի նախապատրաստություն կպահանջի: Տեղադրեք կենցաղային մետաղյա սպասքի սպունգը մետաղյա բաժակի մեջ: Սպունգի ստորին հատվածը պետք է պատված լինի հաստ հոսքով, օրինակ՝ եռակցման ճարպը: Ծայրը մի փոքր ընկղմելով սպունգի մեջ՝ այն կարելի է մաքրել խարամից և թեփուկից։ Իսկ եթե մի կաթիլ թիթեղը վերցնեք ու ավելի խորը ընկղմեք սպունգի մեջ, կստացվի, որ այն կաղապարված է։ Այս մեթոդը կարող է օգտագործվել ինչպես դասական պղնձե ծայրերը, այնպես էլ նիկելից կամ կերամիկայից պատրաստված ժամանակակիցները մաքրելու և թիթեղելու համար: Ռոսինի մեջՍա ավանդական եղանակով tinting-ը կպահանջի որոշակի ճարտարություն և շարժման արագություն: Պղինձը շատ արագ օքսիդանում է, և հնարավոր է, որ չհասցնես ծայրը մեխանիկական մաքրման կետից հոսքով տարա բերել։ Հետեւաբար, նրանք ուղղակիորեն մաքրում են հոսքի տակ, հուշումի տակ դնելով ֆայլ: Հարկավոր է ծայրը քսել ֆայլի վրա, մինչև որ հոսքը հալվի, որից հետո կարող եք թիթեղյա ձողիկ պահելով: Անագ դասական եղանակովԹիթեղավորման մեկ այլ ավանդական մեթոդ ներառում է հրակայուն զոդի օգտագործումը: Զոդման հրակայունությունը թույլ է տալիս այն ավելի դանդաղ գոլորշիանալ թիթեղյա զոդման երկաթի մակերեսից և ավելի երկար մնալ պղնձի վրա: Դա կպահանջի.
Գործողությունների հաջորդականությունը հետևյալն է.
Ինչպես թիթեղել ժամանակակից զոդման երկաթի ծայրըԸստ արտադրողների հայտարարագրերի, կերամիկական կամ նիկելից պատրաստված ծայրերը թիթեղապատման կարիք չունեն: Իրական կյանքում նրանք նույնպես ենթակա են մուրի և թեփուկի առաջացման: Թիթեղեք այդպիսի զոդման երկաթ սովորական ձևովդա չի աշխատի: Ձեզ անհրաժեշտ կլինի.
Դուք պետք է ծայրը սրբեք լաթի վրա և անմիջապես ընկղմեք այն կաղապարի մեջ։ Հուշումի երկայնքով անհրաժեշտ է եռացող կաղապարի մեջ ընկղմել զոդման ձողը: Այն կհալվի և կպչի աշխատանքային մակերեսներին: Թիթեղավորման մեթոդներԱշխատանքային մակերեսները երեսպատելուց առաջ մաքրելու մի քանի եղանակ կա.
Մերկացնելուց հետո դուք պետք է անմիջապես, չսպասելով օքսիդային շերտի վերականգնմանը, ծայրը ընկղմեք ռոսինով տարայի մեջ: Այնտեղ ընկղմված է նաև զոդման ձող՝ հալեցնելով այն և թույլ տալով, որ այն տարածվի ձողի մակերեսի վրա։ Այս գործողությունը պետք է կրկնել մի քանի անգամ՝ ապահովելու համար, որ աշխատանքային մակերեսները ամբողջությամբ ծածկված են զոդով: Ծայրամասը պետք է ուշադիր ստուգվի: Եթե կան զոդով չծածկված հատվածներ, ապա գործողությունը պետք է կրկնել այնքան ժամանակ, մինչև ստացվի ցողային շարունակական շերտ։ Դուք չեք կարողանա այն մեկընդմիշտ թիթեղել: Թիթեղավորումը պետք է պարբերաբար կրկնվի։ Ինչպես թիթեղել հրակայուն ծայրըԿարմիր պղնձից պատրաստված ավանդական ծայրը մշտապես այրվելու և թեփուկների ձևավորման միտում ունի։ Բավականին հաճախ այն պետք է մաքրել և թելադրել։ Մյուս կողմից, միկրոսխեմաների և այլ էլեկտրոնային բաղադրիչների զոդման վրա աշխատանքը, որոնք չափազանց զգայուն են գերտաքացման նկատմամբ, պահանջում են աշխատանքային մասի վրա զոդման նվազագույն առկայությունը: Նույնիսկ նվազագույն ջերմությունը, որը պահվում է մի կաթիլ զոդում, կարող է բավարար լինել դրանք վնասելու համար: Նման ջերմազգայուն մասերի տեղադրման համար օգտագործվում են բարակ նիկելի շերտով չայրվող ծայրեր։ Այս ծածկույթը հեշտ է քերծվել, և ավանդական հղկումը թիթեղով կամ պղնձե ծայրերի համար հղկաթուղթով արագ կվնասի այն: Նաև չպետք է հեռացնեք ավելցուկային զոդումը` այն հպելով տակդիրին: Նման աշխատանքային մարմինները կարող են թիթեղապատվել հետևյալ կերպ.
Չայրվող զոդման արդուկների համար հատկապես կարևոր է ջերմաստիճանի ռեժիմին համապատասխանելը. եթե այն գերազանցի, ծայրը կարող է ձախողվել: Դուք պետք է ուշադիր վերահսկեք ջերմաստիճանը, իսկ զոդման ընդմիջումների ժամանակ կրճատեք հզորությունը, եթե սարքը հագեցած է կարգավորիչով: Եթե չկա կարգավորիչ, ապա ընդմիջումների ժամանակ զոդման երկաթը պետք է անջատվի: Ընդլայնված մոդելներն ունեն էներգիայի ավտոմատ կառավարման գործառույթ: Այն օգտագործում է ջերմաստիճանի տվիչից ստացված տեղեկատվությունը և նվազեցնում է հզորությունը, եթե սարքը գերտաքացման վտանգի տակ է: Բացի գերտաքացումից, վնասակար է նաև չայրված ծայրերի երկար ժամանակ առանց զոդման մնալը։ Չհրկիզվող խորհուրդներն ունեն հավելյալ առավելություն՝ հեշտ հեռացնելու և փոխարինելու համար: Առկա են փոխարինելի աշխատանքային մասերի ամբողջական հավաքածուներ, որոնք նախատեսված են տարբեր տեսակի զոդման համար: Բարձրորակ զոդման միացում ձեռք բերելու համար դուք պետք է պահպանեք անհրաժեշտ զոդման ռեժիմը, որը որոշվում է աշխատանքային տարածքում ջերմաստիճանով, զոդման բաղադրությամբ, ինչպես նաև զոդման երկաթի ծայրի վիճակով: Այս հատվածը ավանդաբար պատրաստված է պղնձից, սակայն որոշ դեպքերում ծայրի վրա կիրառվում են հատուկ պաշտպանիչ ծածկույթներ՝ երկարացնելու դրա ծառայության ժամկետը: Զոդումից առաջ ծայրը թիթեղելը զգալիորեն պարզեցնում է զոդման երկաթի հետ կապված բոլոր գործողությունները, որոնք բաղկացած են հալած զոդը շփման տարածք տեղափոխելուց: Այս ընթացակարգից կարելի է խուսափել միայն այն դեպքում, եթե գնված զոդման սարքը ծածկված է ծայրով պաշտպանիչ ֆիլմպատրաստված արծաթից։ Արծաթի վրա հիմնված ծածկույթը լավ է պահում զոդումը` չվնասելով պղնձի հիմքի ջերմային հաղորդունակությունը: Այնուամենայնիվ, նման ծածկույթով ապրանքները մեծ գումարներ են արժենում. Բացի այդ, արծաթե թաղանթը ժամանակի ընթացքում դուրս է գալիս և մերկացնում է պղնձի հիմքը (ասում են, որ այն լուծվում է զոդման մեջ): Այսպիսով, այս դեպքում, որոշ ժամանակ անց, դուք ստիպված կլինեք թիթեղել խայթոցը, այսպես թե այնպես: Հարկավոր է ծայրը թրթուրով սրել ոչ միայն թիթեղից առաջ, այլ նաև այն դեպքերում, երբ անհրաժեշտ է ծայրին աշխատանքի համար հարմար ձև տալ։
Որոշ օգտատերեր նախընտրում են ծայրը սրված դարձնել կոն: Մյուսները փորձում են սրել դրա կողային մասերն այնպես, որ հարթ, սրածայր ձև ձեռք բերեն։ Նոր զոդման երկաթի պատրաստումԱշխատանքի համար եռակցման երկաթ պատրաստելը ներառում է դրա գործադիր մասի (ծածկույթի) կալցինացումը այն վիճակին, երբ այն կարող է լիովին կատարել իր գործառույթները:
Բանն այն է, որ խանութից նոր բերված ցանկացած զոդման գործիք ծայրին պղնձի օքսիդների հետքեր ունի (դրանք առաջանում են օդի հետ երկարատև շփումից հետո)։ Բնականաբար, այս ծածկույթը վատթարանում է շփումը աշխատանքային միացությունների (զոդման և հոսքի) հետ:
Դրան հասնելու համար պետք է ձեռնարկվեն հետևյալ քայլերը.
Թիթեղապատում կաղապարովՆախքան թիթեղավորման մեթոդ ընտրելը, փորձեք պարզել այն նյութի կառուցվածքը, որից պատրաստված է զոդման երկաթի ծայրը: Այսպիսով, մասշտաբով մաքրված պղնձի ծայրը կարելի է թիթեղավորել սովորական կափարիչով և զոդել:
Երբեմն զոդը «կպչում» է մեծ դժվարությամբ մշակվող մակերեսին (այսինքն՝ զոդման երկաթի ծայրը չի թիթեղվում)։ Ի՞նչ անել այս դեպքում: Անհրաժեշտ է եռակցման բաղադրությունը ռոսինի հետ միասին տեղափոխել մետաղյա փոքր տարայի հատակին և հալեցնել այնտեղ, մինչև ստացվի հեղուկ խառնուրդ։ Այնուհետև դուք պետք է վերցնեք նոր զոդման երկաթ և ուժով քերեք ծայրը մետաղյա հատակի երկայնքով հալած լոգանքով: Այս գործողությունը պետք է իրականացվի այնքան ժամանակ, մինչև ամբողջ ծայրը ամբողջովին թրջվի զոդման մեջ: Մետաղական սպունգ
Այս դեպքում այն օգտագործվում է ամենապարզ ճանապարհըծայրի չոր թիթեղավորում և մաքրում, որն իրականացվում է պողպատե սպունգի միջոցով: Նրա զսպանակային խցիկները ապահովում են ծայրի լավ հղկումը և թույլ են տալիս արագ երեսպատել դրա աշխատանքային մակերեսները: Այս մեթոդը կարող է օգտագործվել կերամիկական և նիկելային ծայրերով, ինչպես նաև շատ բարակ ծայրով զոդման արդուկներ պատրաստելիս:
Հատուկ պողպատե ցանցը կարելի է փոխարինել սովորական խոհանոցային սպունգով։ Սպունգն ինքնին մաքրելու համար պարզապես հպեք ցանցը սեղանի վրա, որից հետո մնացած ամբողջ զոդը կընկնի դրա ներքևի մասում: Այս մաքրող աքսեսուարի արժեքը չի գերազանցում հիսուն ռուբլին, այնպես որ դուք կարող եք անմիջապես գնել այն ռեզերվով: Առաջարկվող տարբերակներից որևէ մեկի դեպքում ուժեղ ճնշման պատճառով զոդման երկաթի վնասը գործնականում բացառվում է: Ֆայլ և հղկաթուղթԶոդման երկաթի ծայրը պատրաստելու և թիթեղելու դասական եղանակը նախքան դրա հետ աշխատելը թիթեղով (հղկաթղթով) մշակելն է՝ բարձրորակ ռոսինի կիրառմամբ։
Այս մեթոդով հուշում պատրաստելիս նախ պետք է ծայրի ծայրերից մեկը սրել մանր կտրատած ֆայլով, որից հետո այն ընկղմել կոլոլակի մեջ և քսել: փայտե տախտակհալած զոդով։ Նշենք, որ այս պրոցեդուրան պետք է կրկնել մի քանի անգամ։ Թիթեղավորումն ավարտելուց հետո մեկ երեսը պետք է սրվի և նույն ձևով թաց լինի։
«Մինչև կոն» սրված պղնձե ծայրը երեսպատելու համար այն նախ հղկվում է հղկաթուղթով ամբողջ աշխատանքային շրջագծի երկայնքով, որից հետո պտտվող շարժումով թաղանթվում է հալած զոդով փայտե երեսպատման վրա։ Հատուկ միջոցներՈրպես հատուկ միջոցներ, թույլատրվում է օգտագործել ակտիվ օրգանական խառնուրդներ (հոսքեր), ինչպես նաև հատուկ կազմի մածուկներ։ Հոսքերի օգտագործումը հնարավորություն է տալիս բարձրացնել ծայրի նյութը զոդման միջոցով թրջելու արդյունավետությունը և, համապատասխանաբար, բարելավել թիթեղավորման աշխատանքը:
Ներքին արտադրողները առաջարկում են հոսքի մի քանի տեսակներ, որոնք հասանելի են հանրային վաճառքի համար հերմետիկ փակ պլաստիկ փաթեթավորմամբ: Էթիլային սպիրտից կազմված կոմպոզիցիայի հետ աշխատելիս՝ ավելացված կատալիտիկ հավելումներով, մշակման տարածքում ջերմաստիճանը չի գերազանցում 300 աստիճանը։ Այս ցուցանիշը բավարարում է թիթեղների արտադրության համար օգտագործվող նյութերի մեծ մասի համար ճիշտ թիթեղավորման ռեժիմ ընտրելու պահանջները:
Ակտիվ մածուկային հավելումների օգտագործման կարգը տարբերվում է միայն մշակվող մակերեսների վրա դրանց կիրառման եղանակով: Զոդման երկաթ մշտական ծայրովԱյսպես կոչված «հավերժական» կամ հրակայուն ծայրը թիթեղելը սովորաբար դժվարություններ է առաջացնում (նույնիսկ հոսքի օգտագործման դեպքում): Ֆորումներում մեզ հաջողվեց գտնել մի տեխնիկա, որի հեղինակն առաջարկում է գործողությունների հետևյալ հաջորդականությունը.
Այդպիսով հնարավոր է լինում լուծարել մնացած օքսիդները ռոսինի մեջ, որոնք անմիջապես փոխարինվում են թիթեղային բաղադրությամբ։
Ռադիոէլեկտրոնիկայի հետ աշխատելը ներառում է նյութերի զոդում: Դա հեշտ է սովորել, և եթե կան անհասկանալի նրբերանգներ, դրանք կվերանան փորձի հետ: Գործիքը ճիշտ աշխատանքի համար պահանջում է սպասարկում: Արհեստավորը պետք է կարողանա ճիշտ թիթեղել զոդման երկաթի ծայրը, որպեսզի զոդը կպչի: Գործիքը չպետք է վնասվի: Զոդման որակը կախված է բազայի մշակման ժամանակ ճիշտ գործողություններից: Ծածկույթների առանձնահատկություններըՊարզ տիպի զոդման երկաթները ավանդաբար ունեն պղնձի ծայր: Նյութը դեռ օգտագործվում է գործիքի հայտնագործությունից ի վեր՝ շնորհիվ իր բարձր ջերմահաղորդիչ հատկությունների: Բայց կա մի թերություն՝ բարձր մաշվածության ենթարկվելու ունակություն: Պղինձը այրվում կամ լուծվում է զոդման մեջ: Պակասությունը պետք է վերացվեր, և արտադրողները սկսեցին կիրառել լրացուցիչ նիկելի կամ արծաթե ծածկույթ: Նիկելը շատ դիմացկուն է և չի մաշվում։ Երկար ծառայության ժամկետը նիկելապատման առավելությունն է: Թերությունը՝ վատ կպչունություն: Այս ծայրը լավ չի պահում զոդումը: Զոդումը կարող է կատարվել միայն աշխատանքային տարածքի վրա ուղղակիորեն զոդման միջոցով: Աշխատանքային տարածքը տաքացվում է ծայրով, ապա տեղադրվում է փոքր քանակությամբ զոդում կամ զոդման մածուկ։ Կարգավորումը տեղի է ունենում ջերմության պատճառով:
Անագը չի կարող կիրառվել զոդումից առաջ, քանի որ տակի պղինձը կսկսի այրվել: Այրման վայրում առաջանում է խարամ, որի պատճառով կպչունություն չկա։ Վարպետը սկսում է շեղվել իր աշխատանքից։
Հղկող նյութերը մաշում են ծածկույթը: Նիկելը կամ կերամիկան բարակ շերտով քսում են ծայրին, այդ իսկ պատճառով դրանք չեն կարող մանրացնել։ Թանկարժեք ծայրը կվերածվի պղնձե ձողի։ Պղնձե ծայրի պատրաստման գործընթացը
Խարամը, կաղապարը և պլաստիկի մնացորդները, թեփուկները և այլ բեկորները կարելի է հեռացնել սառը գործիքի միջոցով: Այս գործողությունից առաջ ձողը դուրս է քաշվում, որպեսզի չվնասի ջեռուցիչը: Ջեռուցիչի ներսում ծայրը նույնպես օքսիդանում է, ինչը խաթարում է ջերմության փոխանցումը: Սանդղակի պատճառով էլեկտրաէներգիան հաղթահարում է ավելորդ դիմադրությունը և վատնվում: Նախքան պղնձե ծայրով զոդման երկաթը թիթեղելը, այն պետք է մաքրվի կեղտից։ Դա արվում է ֆայլով կամ հղկաթուղթով: Նյութը պետք է սրված լինի մաքուր շերտով, որպեսզի տեսքընորի պես էր: Ավելի հեշտ է դա անել հղկաթուղթով: Մակերեւույթը փայլեցվում է հարթ վիճակի, այս կերպ օքսիդացումն ավելի դանդաղ է տեղի ունենում:
Պղնձե ծայրը երեսպատելու մեթոդներ. 
Ժամանակակից ծածկույթի թիթեղավորում
Մաքրումը կատարվում է թաց բամբակյա շորով։ Վերցնում են պինդ ռոսին, որտեղ մի քիչ զոդում են։ Ծայրը պետք է քսել շորով և անմիջապես թաթախել ռոսինի մեջ։ Զոդման մի կտոր ուղղահայաց ներքև է մղվում: Զոդը հալեցնում և պարուրում է ծայրի կոնը: Մաքրում շահագործման ընթացքումԶոդման երկաթի պատշաճ երեսպատումը կարևոր է ոչ միայն աշխատանքին նախապատրաստվելու ժամանակ: Զոդման որոշ ժամանակ անց կարող է պատահել, որ նյութը նորից չկպչի հիմքին։ Դա տեղի է ունենում մոտ 15 րոպե անց: Պղինձը այրվում է թաղանթի տակ: Գործողության ընթացքում զոդման երկաթը պատշաճ կերպով թիթեղելու մի քանի եղանակ կա: Փայտի բլոկՓայտի կոպիտ բլոկը միշտ պետք է ձեռքի տակ լինի արհեստավորի մոտ: Օգտագործվում է փշատերև փայտ, քանի որ այդպիսի փայտը ունի բնական ռոսին: Ես հոսք եմ լցնում փայտի վրա և մի փոքր զոդում եմ դրա վրա: Հենց որ խայթոցի վրա թեփուկներ հայտնվեն, այն քսեք փայտի վրա։ Այս գործընթացի ընթացքում բազան մաքրվում և սպասարկվում է: Մետաղական սպունգ
Վարպետի համար հարմար է օգտագործել այս մեթոդը, բայց այն կարող է բարելավվել: Սպունգի ներքևի մասը քսված է հոսքով - զոդման ճարպ: Երբ ծայրը մակերեսորեն ընկղմվի, այն պարզապես կմաքրվի: Իսկ եթե հիմքի վրա զոդ քսեք ու խորը թաթախեք՝ սպունգի հիմքի վրա, ապա մաքրումը կզուգակցվի թիթեղապատման հետ։ Մեթոդը օպտիմալ է ժամանակակից խորհուրդների համար կերամիկական կամ նիկելային ծածկույթով: Նույնիսկ պղինձը կարելի է մաքրել և թիթեղապատել այս կերպ: Դժվար է սարքը վնասել նույնիսկ ուժեղ ճնշման դեպքում: Օգտագործելով ռոզինԱվանդական գործիքի մեթոդ՝ պարզ պղնձե ծայրով: Մետաղն արագ օքսիդանում է, և 10-15 րոպե անց զոդումն այլևս չի կարելի վերցնել։ Եթե դուք մաքրեք այն հոսքից առանձին, ապա տեխնիկը ժամանակ չի ունենա զոդման երկաթը տանելու համար - օքսիդացումն այնքան արագ է տեղի ունենում: Դրա պատճառով նրանք գործիքը մաքրում են ռոզի մեջ։ Տեղադրեք ֆայլ զոդման երկաթի տակ, կամ կարող եք օգտագործել պողպատե մետաղալար: Այնուհետև խայթոցը քսվում է այնքան ժամանակ, մինչև հոսքը հալվի: Զոդում չպետք է լինի: Դասական մեթոդ և կանխարգելումՆախորդ մեթոդները վարպետները հորինել են համեմատաբար վերջերս: Մեր նախնիները, նույնիսկ մեր հայրերը, մի փոքր այլ կերպ են վարվել թիթեղագործությամբ: Սա պահանջում էր մանր կտրատված ֆայլ, աշխատանքի համար նախատեսված աշխատասեղան (կարելի է փոխարինել տախտակով), ռոսին և առավել հրակայուն զոդում։ Ընթացակարգը:  Գործընթացը կտևի մոտ 10 րոպե, ոչ պակաս: Նախապատրաստման մեծ ժամանակն արդյունք է տալիս նրանով, որ առանց հատուկ պատրաստման կարող եք մի քանի օր աշխատել գործիքի հետ: Երկար ժամանակ աշխատելը կհանգեցնի գերտաքացման։ Ջերմաստիճանի բարձրացումը մեծացնում է օքսիդացումը, և ձողը պետք է ավելի հաճախ պատրաստվի աշխատանքի: Ավելորդ ընթացակարգերից խուսափելու համար պետք է հետևել որոշ կանոնների. Կանխարգելիչ միջոցառումներ օքսիդացման դեմ.  Գործիքը միշտ պետք է պատրաստ լինի: Երկարատև անգործությունից հետո զոդման երկաթի ծայրը չի թիթեղվում ուժեղ օքսիդացման պատճառով: Ծածկույթների, հատկապես պղնձի, կպչունության վերականգնումն իրականացվում է ռոսինով։ Դրա մեջ ընկղմվելուց հետո խայթոցը քսում են բամբակյա կտորով։ Գործողության ընթացքում զոդման երկաթը նույնպես պետք է պարբերաբար մաքրվի:
Զոդման գործընթացը ծանոթ է յուրաքանչյուրին, ով երբևէ իր ձեռքում պահել է զոդման երկաթ: Աշխատանքի որակը կախված է ճիշտ ջերմաստիճանից, զոդման կազմից, հոսքից և ծայրի վիճակից: Զոդման երկաթի այն մասը, որը գտնվում է անմիջապես զոդման գոտում, կարող է պատրաստվել կերամիկական կամ պղնձից: Ավանդական նյութը, իհարկե, պղինձն է՝ գերազանց ջերմահաղորդականության շնորհիվ։ Եվ լավ կպչունություն ունի: Այնուամենայնիվ, այս մետաղը անկայուն է և արագ մաշվում է, այլ կերպ ասած, այն այրվում կամ լուծվում է զոդման մեջ: Հետեւաբար, պղնձի ծայրերը հաճախ պատված են նիկելի կամ արծաթի բարակ շերտով: Հետեւաբար, ռադիոսիրողների մեծ մասը (հատկապես հին դպրոցը) նախընտրում է աշխատել մաքուր պղնձով: Այնուամենայնիվ, նման հուշումն ունի լուրջ թերություն՝ ջեռուցվող պղինձը ակնթարթորեն ծածկվում է օքսիդով: Այս բարակ շերտը ոչ միայն զրոյական կպչունություն ունի, այլև նվազեցնում է ջերմության փոխանցումը: Ուստի աշխատանքային ծայրը միշտ պետք է ծածկված լինի զոդի բարակ շերտով` թիթեղապատված:
Թվում է, թե երբ այն առաջին անգամ միացրեցիք, ծայրը թիթեղով ծածկեցիք, և այն աշխատեց։ Այնուամենայնիվ, այստեղ էլ պղնձի հատկությունները վնաս են հասցնում։ Զոդման շերտի տակ պղնձի հիմքը այրվում է: Ձևավորվում են խարամներ (և դրանք չունեն կպչունություն), և զոդման ծածկույթը արագ հոսում է զոդման վայր: Դուք կրկին շեղվում եք աշխատանքից և սկսում եք մաքրել խայթոցը: Եկեք խոսենք այս գործընթացի մասին ավելի մանրամասն: Կարևոր! Երբեք մի փորձեք մաքրել կերամիկական կամ պատված ծայրերը հղկող նյութով: Առաջին դեպքում նյութը կպառակտեք, երկրորդում՝ թանկարժեք աքսեսուարը կվերածեք պարզ պղնձե ձողի։ Ինչպե՞ս թիթեղել զոդման երկաթը պղնձի ծայրով:Ծածկույթի գործընթացը ինքնին որևէ դժվարություն չի առաջացնում: Ցանկացած տեսակի հալած զոդում` անագ, կապար կամ արծաթ, հիանալի տեղավորվում է տաքացվող պղնձի վրա: Մեկ պայմանով՝ մետաղը պետք է մաքուր լինի։ Իսկ դա հնարավոր է միայն սառը վիճակում։ Ջերմաստիճանը հանդես է գալիս որպես օքսիդացման կատալիզատոր՝ նվազեցնելով կպչունությունը մինչև զրոյի: Իսկ սառը զոդումը չի հալվում: Շրջանակը փակվա՞ծ է։ Եթե գիտեք, թե ինչպես մաքրել զոդման երկաթի ծայրը, կարող եք վերականգնել դրա ֆունկցիոնալությունը մի քանի րոպեում: Կշեռքի, խարամի, ռոսինի և պլաստիկ մեկուսացման այրված մնացորդների հեռացումը կարող է իրականացվել նաև սառը զոդման երկաթի միջոցով: Ավելի ճիշտ կլինի պղնձե ձողը հանել (զգույշ) պատյանից և մաքրել այն ջեռուցիչից առանձին։ Կարևոր! Ձողի այն մասը, որը ներսում է ջեռուցման տարր, նույնպես օքսիդանում է։ Մանրամասն տեսանյութ, թե ինչպես վերականգնել չայրվող զոդման երկաթի ծայրը
Սա կարևոր չէ, որ կծիկից ջերմությունը դեռ լավ է փոխանցվում: Ավելի վատ է, երբ մասշտաբները հայտնվում են ծայրի ներսից: Նման աղտոտվածության դեպքում ջերմության փոխանցումը վատանում է, և էլեկտրաէներգիան վատնում է: |







 Դա անելու համար հարկավոր է տաք ծայրի ծայրը ընկղմել ռոսինի մեջ և հալեցնել դրա տակ դրված զոդի կտորը։ Դա պետք է արվի այնպես, որ հալած հեղուկ խառնուրդն ամբողջությամբ ծածկի ծայրի մակերեսը։
Դա անելու համար հարկավոր է տաք ծայրի ծայրը ընկղմել ռոսինի մեջ և հալեցնել դրա տակ դրված զոդի կտորը։ Դա պետք է արվի այնպես, որ հալած հեղուկ խառնուրդն ամբողջությամբ ծածկի ծայրի մակերեսը։ Հաճախ վաճառվում են զոդման արդուկներ, որոնց աշխատանքային մասը պատված է չժանգոտվող պողպատից պատրաստված հատուկ պաշտպանիչ միացություններով (այս ծածկույթը կոչվում է «չայրվող»): Այն ունի մի քանի միկրոն հաստություն, ուստի ծայրի սրացումն ու թիթեղավորումը լիովին անընդունելի է՝ ուժեղ շփման պատճառով ծածկույթի ոչնչացման հնարավորության պատճառով:
Հաճախ վաճառվում են զոդման արդուկներ, որոնց աշխատանքային մասը պատված է չժանգոտվող պողպատից պատրաստված հատուկ պաշտպանիչ միացություններով (այս ծածկույթը կոչվում է «չայրվող»): Այն ունի մի քանի միկրոն հաստություն, ուստի ծայրի սրացումն ու թիթեղավորումը լիովին անընդունելի է՝ ուժեղ շփման պատճառով ծածկույթի ոչնչացման հնարավորության պատճառով:




 Սրսկման առանձնահատկությունները բարդացնում են շահագործումը և սպասարկումը: Հետեւաբար, ռադիոսիրողները, հատկապես ավագ սերունդը, նախընտրում են պղնձի զոդման երկաթ: Բայց պղնձի ծայրը մի թերություն ունի՝ տաք պղինձն ակնթարթորեն օքսիդանում է: Օդի հետ փոխազդեցությունը տեղի է ունենում միայն բարակ շերտի վրա, բայց դա բավարար է զրոյական կպչունության համար: Ջերմությունը նույնպես ավելի վատ է փոխանցվում։ Ելք իրավիճակից - Ծայրը միշտ պետք է ծածկված լինի զոդի բարակ շերտով.
Սրսկման առանձնահատկությունները բարդացնում են շահագործումը և սպասարկումը: Հետեւաբար, ռադիոսիրողները, հատկապես ավագ սերունդը, նախընտրում են պղնձի զոդման երկաթ: Բայց պղնձի ծայրը մի թերություն ունի՝ տաք պղինձն ակնթարթորեն օքսիդանում է: Օդի հետ փոխազդեցությունը տեղի է ունենում միայն բարակ շերտի վրա, բայց դա բավարար է զրոյական կպչունության համար: Ջերմությունը նույնպես ավելի վատ է փոխանցվում։ Ելք իրավիճակից - Ծայրը միշտ պետք է ծածկված լինի զոդի բարակ շերտով.
 Ծածկույթի գործընթացը պարզ է. Հալած զոդը լավ տեղավորվում է տաք պղնձի վրա, բայց մեկ պայմանով` այն պետք է մաքուր լինի: Դրան կարելի է հասնել միայն ցածր ջերմաստիճանի դեպքում: Օքսիդացումը արագանում է ջերմաստիճանի բարձրացման հետ և կպչունությունը անհետանում է: Սառը զոդումը չի կարող կպչել ծայրին, քանի որ այն չի հալվում: Ստացվում է արատավոր շրջան։
Ծածկույթի գործընթացը պարզ է. Հալած զոդը լավ տեղավորվում է տաք պղնձի վրա, բայց մեկ պայմանով` այն պետք է մաքուր լինի: Դրան կարելի է հասնել միայն ցածր ջերմաստիճանի դեպքում: Օքսիդացումը արագանում է ջերմաստիճանի բարձրացման հետ և կպչունությունը անհետանում է: Սառը զոդումը չի կարող կպչել ծայրին, քանի որ այն չի հալվում: Ստացվում է արատավոր շրջան։ Կերամիկական և նիկելային ծայրերը թիթեղապատման կարիք չունեն: Սա այն է, ինչ կարդում են արտադրողները, բայց սա ոչ այլ ինչ է, քան գովազդ: Ժամանակակից ծածկույթները նույնպես հակված են օքսիդացման, բայց գործընթացը տեղի է ունենում ավելի դանդաղ: Թիթեղեք զոդման երկաթի ծայրը
Կերամիկական և նիկելային ծայրերը թիթեղապատման կարիք չունեն: Սա այն է, ինչ կարդում են արտադրողները, բայց սա ոչ այլ ինչ է, քան գովազդ: Ժամանակակից ծածկույթները նույնպես հակված են օքսիդացման, բայց գործընթացը տեղի է ունենում ավելի դանդաղ: Թիթեղեք զոդման երկաթի ծայրը 
 Զոդման երկաթի հիմքը ակնթարթորեն թիթեղապատելու մեթոդ: Գործարանային զոդման ագրեգատները համալրված են համանման սարքով՝ կոնտեյներով պողպատե սպունգի տեսքով:
Զոդման երկաթի հիմքը ակնթարթորեն թիթեղապատելու մեթոդ: Գործարանային զոդման ագրեգատները համալրված են համանման սարքով՝ կոնտեյներով պողպատե սպունգի տեսքով:
| Կարդացեք. |
|---|

Նոր
- Mai cafe 801. Ֆիզիկա. MAI ֆայլի արխիվ: StudFiles. Կարդացված առարկաների ցանկը
- Ազգային հետազոտական համալսարաններ
- Բժշկական համալսարանում նպատակային ուսուցման համար հայտի նմուշ
- Տարօրինակ բաներ մեր տիեզերքից
- Ցողունային բջիջների երիտասարդացում. հետևանքներ
- ԴՆԹ և սպիտակուցային կոդի համակարգ
- (Սամարսկայա Լուկայի բրածոները)
- Անգլերեն զրոյից. ինչպես հաջողությամբ սկսել սովորել
- Երեխաներն իրենք են պատրաստում. պարզ նկարազարդ բաղադրատոմսեր
- Ի՞նչ կարելի է պատրաստել 2 տարեկան երեխայի համար.




